Choosing the Right Pump for the Job
Fuels, lubrication oils and chemicals are a key element of all mining operations.
When it comes to pumping these fluids there are factors to consider including the type of fuel, the lubricant or chemical being pumped, the properties of the fluid such as temperature range and viscosity, the location such as how far away it needs to be pumped, the pressures involved, and finally selecting the correct pump type.
As specialist pump supplier to many major mining organisations, Kelair Pumps Australia are experts at answering these questions and knowing exactly what is required.

Challenges of diesel fuel onsite
Diesel driven engines and in turn diesel fuels have a large role to play on mine sites.
Some engines are mobile, for example a van or truck, while some large equipment engines are stationary and dispersed in various locations around the site.
Queensland Sales Engineer Alex Calodoukas said pumping diesel fuel is quite straightforward, even though the fuel may need to be pumped to several locations near and far.
“The introduction of containerised storage and dispensing fuel tanks has been of great benefit and are now widely used on mine sites around the country.”
“There are many types of storage and dispensing units being utilised, from 1,000 litre IBC’s, up to 20-foot containers.”
Although there are some exceptions, generally each container requires its own pump, and pumps that can self-prime are widely being used.
Lubrication oils are another key liquid that have varying requirements from site to site, according to Mr. Calodoukas.
Lube oils may be used for engine lubrication but also for lubricating transmissions, gearboxes (automotive and stationary), and other rotating equipment.
“Maintenance teams may wish to pump lubrication oils directly to on-site equipment, or to multiple remote workshops located on site. Requirements will vary from site to site.”

Hydraulic systems on earth moving machinery such as dozers, dump trucks, and also on crushers also need to be considered as these systems may use large volumes of hydraulic oil.
Oil transfer is not the only reason that various oils are pumped around mine sites, with some operators also requiring small pumps for mobile oil filtration units.
“Large stationary engines and large stationary gearboxes are expensive, and we need to protect them from abrasive particles which can contaminate the oil,” Mr. Calodoukas said.
“To help keep lubricating oils in top condition, we often see mobile centrifuges or mobile filter trolleys being used – these oil cleaning systems require their own pumps as well.”
Once the on-site equipment has reached its routine service interval, the lube oils need to be changed. This oil change in turn creates another pumping requirement for used oils or waste oils, to ensure they are returned and disposed of properly.
Chemicals can pose other pumping problems
In addition to fuels and oils, there are other fluids (apart from water) that might be found on mine sites including viscous polymers.
Whether those polymers are flocculants, thickeners for removing solids and dewatering, or emulsifiers, some have high viscosities particularly when cold.
“Chemicals such as a mines, used as corrosion inhibitors and in water treatment, will need to be pumped so pumps suitable for a wide range of chemical applications are required.”
Chemical pumps are designed and constructed out of materials that can withstand substances with varying levels of viscosity, corrosiveness and abrasiveness.
These substances need pumps that will handle them efficiently without causing production stoppages or pump breakdowns.
“Before selecting a chemical pump, you need to have a solid grasp of the application requirements and chemical media properties, as well as the performance and size specifications to perform the task.”

Selecting the correct drive for the pump
All rotating equipment requires a motor or engine and therefore a suitable drive for each application.
Mr. Calodoukas said “providing the required type of drive also forms part of our consideration”.
“When looking at a project we often ask will electric motor drives suit, or will the pumps be diesel engine driven? Could hydraulic drives be an option, or is an air driven pump better suited?”
The scope across mining operations is large and varied, that’s why it is integral to work with a thorough and knowledgeable organisation Mr. Calodoukas said
“At Kelair Pumps we understand the complex needs of mine sites and we have the technical expertise in house as well as access to a range of pumping equipment (motors or engines) to suit.”
Why is selecting the correct pump is so important?
“Because incorrect pump selections can be an expensive mistake” said Mr. Calodoukas. “Which in addition can lead to unplanned downtime.”
Breakdowns and repair time will impact on operational performance, operational efficiency and costs. Correct selection of pumps for the application is vital.
“The pumps we offer for these particular applications are built from either cast iron, ductile iron or stainless-steel wetted pump casings, with heavy duty, industrial grade components, designed specifically for arduous applications such as these.”
Which pump for fuels on mine sites?
When pumping diesel fuel, Viking gear pumps or Corken vane pumps come highly recommended by Kelair.
When flowrates are small (e.g. under 200 Litres/Min) a gear pump might be recommended whereas for higher flowrates, vane pumps are more suitable as they are generally a more economical alternative for high flowrates up to 1,000 Litres/Min or more.

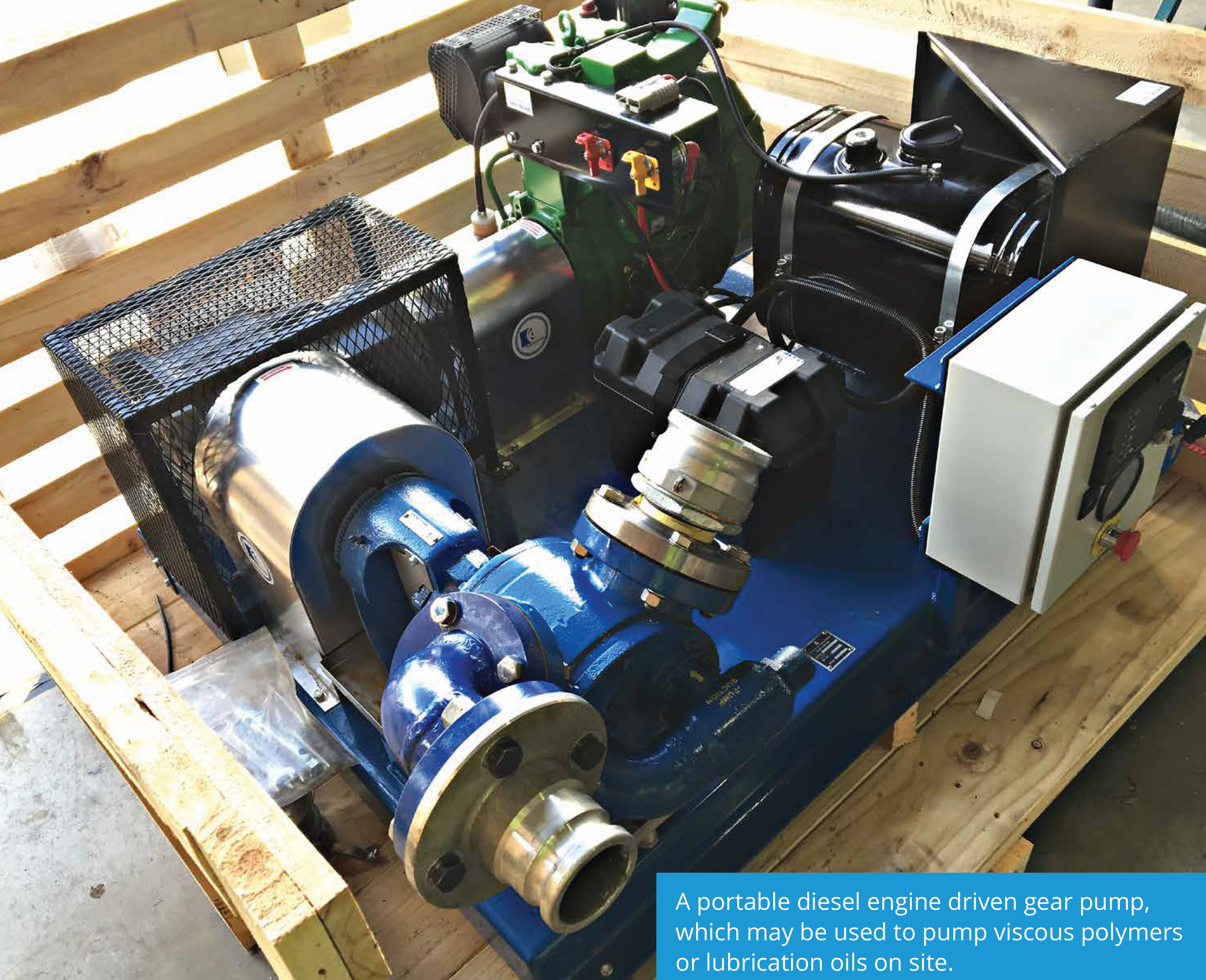
For viscous fluids, pumps including the Viking heavy duty gear pumps which cover an extremely broad viscosity range are best, as they may be operated at low rpm to suit the fluid viscosities and pressures appearing in the system.
For lubrication oils, from hydraulic fluids to automotive engine oils and transmission and differential oils, Viking heavy duty gear pumps meet the need head on.
“Viking gear pumps also offer a solid advantage when pumping polymers such as flocculants or emulsifiers, particularly the more viscous of those fluids.”
Mr. Calodoukas added that Variable Frequency Drives (VFD) may also be recommended for some fluids.
“For very cold start-ups we can even offer a VFD to reduce the motor speed, in those instances when fluid viscosities are very high on cold days.
“Using a VFD to lower the RPM, will avert any suction problems for the pump which transfers viscous flocculants emulsifiers, or lube oils. Plus on those cold days, reducing the flowrate will also keep the discharge pressures manageable ” he said.
“The amines however, might be a far less viscous fluid required at lower flowrates. So, in this instance we may offer a small gear pump with tight internal clearances operating at high RPM.”
Keeping oils clean can pose another problem on mine sites, as dust and dirt can enter the oil through breather ports on engines or gearboxes. That’s when mobile filter trolleys or centrifuges may be used for on-site cleaning of lubrication oils. This type of mobile filtration is generally used on large or high value stationary equipment.
“This mobile filtration equipment will typically be fitted with small and lightweight gear pumps making it easy for manual handling.”
Returning waste oils for proper disposal or recycling, presents a different challenge.
Mr. Calodoukas said Kelair may offer a heavy-duty gear pump with hardened internal components to better manage those abrasive particles, whilst minimising component wear.
“We generally keep the RPM down for such abrasive applications, to build longevity into the pump while sometimes offering pumps with rubber stators to provide a more ‘forgiving aspect’ when it comes to pumping abrasives.”
Alternative pumps in mines
Air driven pumps are also common on mine sites as they are an extremely adaptable pump type.
Kelair offers a full range of Sandpiper Air Operated Diaphragm (AOD) metallic or non-metallic pumps suitable for a vast range of fluids and applications.
“Sandpiper pumps are ideal to handle raw water, chemical transfer, chemical dosing, wash rooms, onsite de-watering, sludge transfer; clearly covering many site pumping requirements.”
Metallic pump casing materials range from aluminium, cast iron or stainless steel and non-metallic pump materials include polypropylene, PVDF and acetal.
All these casings may be paired with any of a wide range of internal elastomers from which to choose for optimal chemical compatibility and in some cases for best wear resistance.
“The Sandpiper AOD pumps are fitted with standard duty ball check valves or heavy-duty flap valves, with the flap valves used to handle full line size solids; and we even offer heavy duty AOD pumps with weighted balls to better handle the viscous fluids.”
Kelair Pumps Australia
Whether pumping fuels, lubrication oils, flocculants, emulsifiers or a range of other fluids across a mine site, understanding the area of application will assist in ensuring the correct pump is selected for the operation.
Since 1975, Kelair Pumps have specialised in providing pumps and pump packages to the mining operations across Australia.
As a one-stop pump supplier with a broad heavy duty pump product range, Kelair Pumps caters for a wide cross section of industrial mining pumps to suit the varied needs of mining operations.
You can rely on Kelair Pumps to provide the pump knowledge and expertise required.