How to choose the right pump for food and beverage applications
In food and beverage processes, the pump you choose can define the success of your operation. With so many variables to consider, like product type, hygiene standards and required pumping efficiency, there’s no universal solution that can be applied to all food and beverage applications or uses.
This article explains why selecting the right pump is so crucial for success in the food and beverage industry and offers practical steps to make the right decision for your specific purposes.
What makes food and beverage pumps different?

Compared to pumps used in industries like mining, food and beverage pumps are heavily regulated due to concerns about contamination, food safety and consumer health. Therefore, these pumps must be selected with standards and certifications of hygiene, cleanability, affordability, and robustness in mind.
Regulatory compliance for food and beverage pumps is achieved through their unique designs. They are designed with a variety of methods and materials, such as smooth, easily sterilised food-grade materials that prevent bacteria build-up. These include FDA- or EHEDG-compliant seals and gaskets that maintain product purity and safety.
A robust cleaning system is also important for food and beverage pumps. One way that this can be achieved is through Clean-in-Place (CIP) systems that combine several activities to thoroughly clean the pump without dismantling the system. This is particularly helpful for large-scale pumping operations that process fluids at a high volume, considering the time it saves and the consistency of hygiene.
Although CIP pumps are considered the standard for meeting stringent sanitary requirements, many food and beverage pumps in smaller applications do not utilise these systems while meeting hygiene standards. If a pump is designed with elements like smooth surfaces and minimal crevices, they can be easily kept hygienic with less automated or manual cleaning methods such as Steam-in-Place (SIP).
Ultimately, the most important element of food and beverage pumps is that their cleaning methods must be simple and effective in preventing contamination of the product being pumped.
What pumps need to process food and beverages

Which pump you should use for your specific food and beverage application depends heavily on what will be processed inside of it.
Before buying a pump, it’s important to analyse the unique qualities of the material being pumped. Dairy products like yoghurt or ice cream have substantially different pumping requirements than batters or slurries like starch, each having a different viscosity, abrasion, and shear quality.
In contrast, products like chocolate with less strict hygienic standards may allow for pumps that prioritise temperature control, viscosity handling, and gentle flow rather than sanitation.
As such, there are many factors to consider when selecting the right pump, such as the viscosity and temperature of the product, the required flow rate, and the cleaning requirements of the device. Choosing the right pump can only come once a specific use case is properly identified.
The best pump types for food and beverage applications
Though it largely depends on the specific application, certain kinds of pumps are particularly well-suited for use in the food and beverage industry due to their hygienic construction, gentle product handling, and ease of cleaning.
Air-operated diaphragm pumps are an excellent choice for transferring materials like wine, oil, juices, and sauces between containers, thanks to their leak-free pumping and high customisation potential for food-grade elastomers, quick-disconnect fittings or variable air pressure control, making them highly adaptable to changing product viscosities and flow requirements.

Lobe pumps are another hygienic option, ideal for gently handling viscous or particulate-laden fluids such as fruit purees or sauces, with the advantage of full CIP capability and easy disassembly.

Twin-screw pumps excel at high-viscosity, shear-sensitive products like chocolate, pastes, or dough, offering precise flow control and minimal product damage, while maintaining continuous, steady flow.
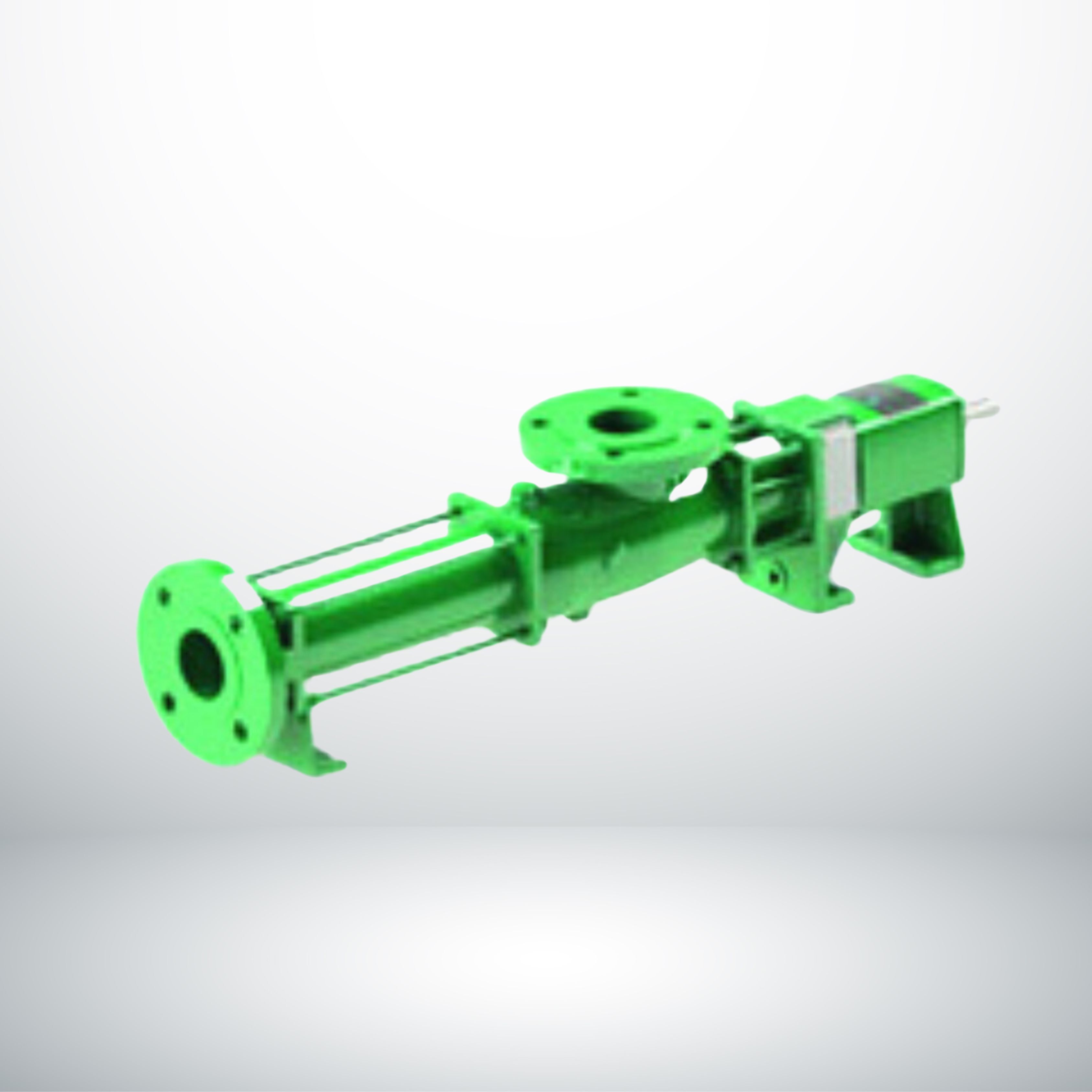
Progressive cavity pumps with a helical rotor design provide a steady, non-pulsing flow that excels at handling viscous or shear-sensitive products. They're well-suited for continuous processing of materials like dough, sauces, and purees, offering accurate flow control and excellent sanitation. These pumps can be provided with CIP ports.
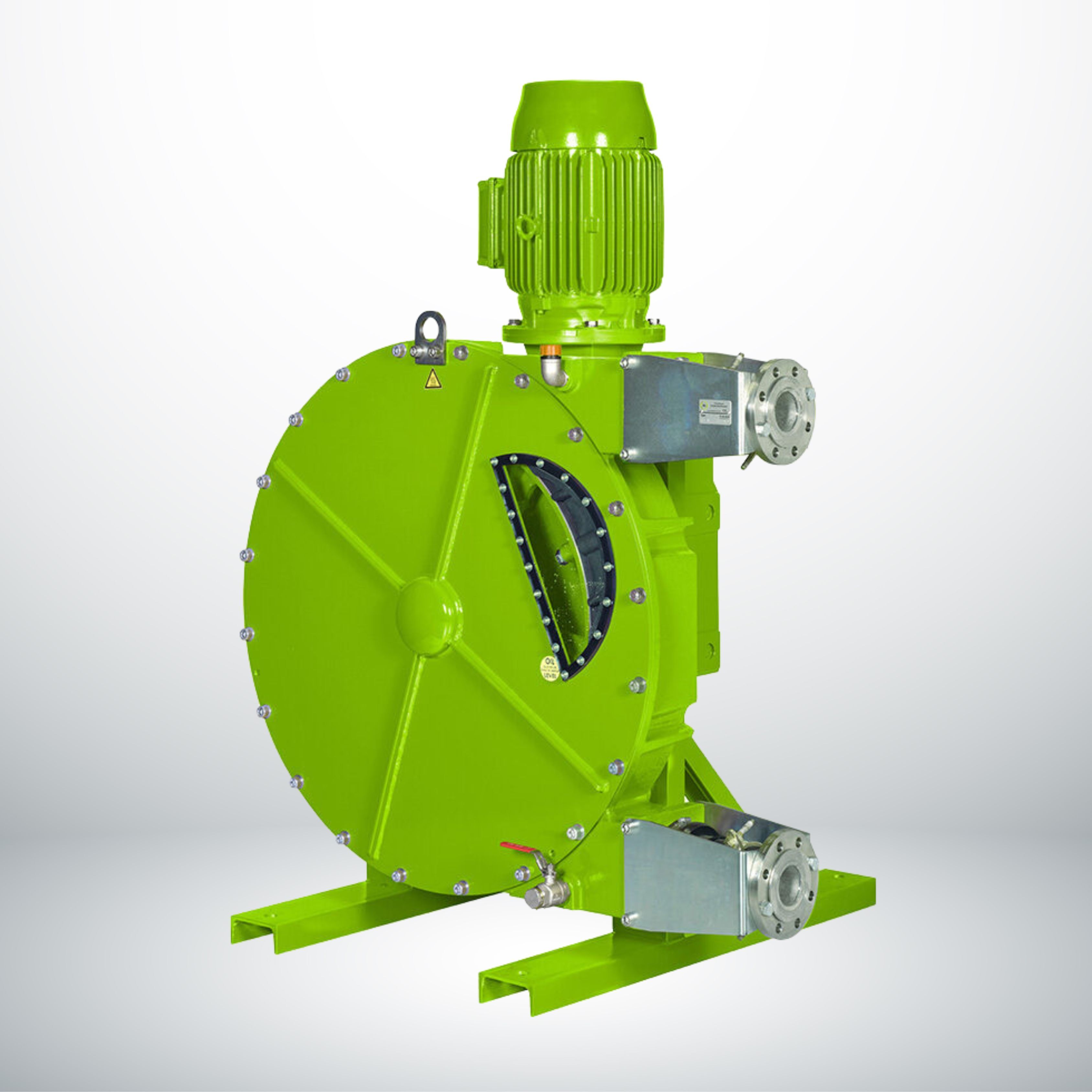
Peristaltic pumps are highly proficient at dosing or transferring high-viscosity, shear-thinning materials like yoghurt, concentrates, or marinades. Product only contacts the interior of the flexible tubing, making these pumps exceptionally clean, easy to maintain, and ideal for cross-contamination prevention. However, these pumps cannot be fitted with CIP systems.

Gear pumps offer precise, pulse-free flow and are ideal for handling low- to medium-viscosity fluids like chocolate, syrups, and edible oils. Their simple, robust design makes them easy to maintain, and food-grade models are available with sanitary features for hygienic processing.
Centrifugal ISO end-suction pumps, dosing pumps and submersible pumps are commonly used in non-hygienic areas of the food and beverage industry, as well as for utilities and wastewater treatment. They handle water, process fluids, and wastewater efficiently, prioritising durability and ease of maintenance rather than strict sanitary standards.
We can also tailor options to your specific pumping application, such as anti-friction bearings, integrated heating or cooling jackets for temperature control, or seal-less pumps that substantially reduce leakage.
Our pump experts can help you

We hope that this article has been helpful in explaining why meeting food safety standards is so essential for food and beverage pumps, and the various options available for food and beverage pumps.
Our team of pump experts can help you to find a pump that’s safe, sanitary and suited to your specific needs with our extensive range of products from brands like Sandpiper and Viking.
When Pump Knowledge Matters in the food and beverage industry, you can rely on Kelair to help you find a pump that’ll surpass your expectations; get in touch now!