
The peristaltic pump for harsh environments
With a design emphasizing quality and durability, the Albin ALHX65 offers a more compact footprint when compared to competing pumps in the same performance range.
Combining many of the same features and advantages as Albin’s flagship ALH high pressure pump range, the ALHX65 uses high quality materials to increase run time and reduce maintenance for its users.
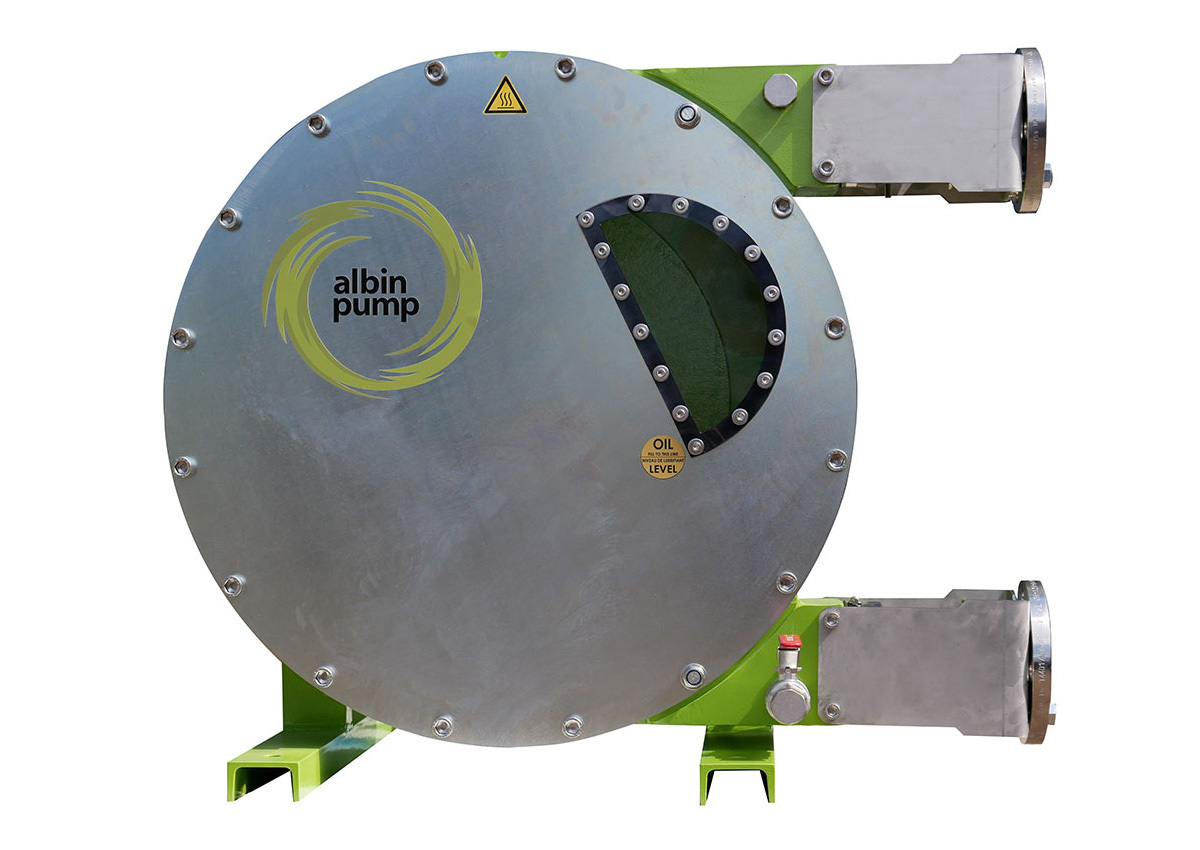
It offers a welded frame ensuring a lighter weight design by providing rigidity, as well as a range of material options for connections and fittings.
The casing, wheels, and shoes of the pump are made from premium quality GS400 ductile iron which provides improved mechanical strength and impact resistance. The C4 heavy-duty paint, proven to deliver a greater level of corrosion resistance, enables the pump to survive even the harshest industrial environments.
The familiar crescent-shaped window on the cover of the pump allows for shimming while eliminating mandatory lubricant draining during the process. The hose pump does come equipped with a built-in drain valve making it easy to drain lubricant without the risk of contamination.
With seven hose materials available, the ALHX65 is able to pump a wide range of aggressive and viscous media, making it the solution for even the most demanding applications.
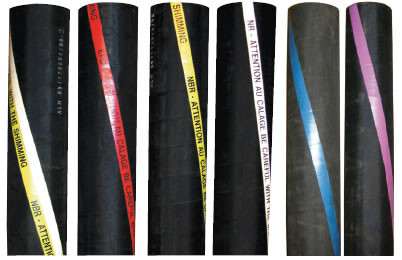
The starting torque for the ALHX65 is lower than competitive pumps operating in the same range. There are no mechanical seals or valves and it is able to run dry and reverse flow. The only components that come into contact with the media are the hose and fittings.
Commonly used across the mining, ceramics, water and wastewater treatment, chemical processing and food and beverage industries, the ALHX65 hose pump offers a compact and competitive solution for medium to high flow applications, such as:
- Lime milk transfer or lime slurry transfer
- Sludge removal
- Filter press feeding
- Thickener underflow
- Well dewatering
- Truck or tank unloading
Custom options can be configured, contact one of our application engineers to assist with your pump application requirements.
For nearly 100 years Albin Pump has been a leading manufacturer of electric peristaltic pumps, providing the performance, design simplicity and reliability needed to achieve the lowest cost of ownership. This has continued with the introduction of the ALHX65 high pressure hose pump.
Kelair Pumps Australia has the exclusive distributorship of Albin Pump in Australia.