
Kelair Pumps has Success Managing Mine Tailings
Tailings management is one of the biggest challenges in the mining industry today.
It is a task directly linked to the production process. Its management must be continuous, efficient and be done by professionals and machinery following the highest quality standards.
Tailings pumping systems have been studied and optimised for decades, in accordance with the rigour, demand and reliability required for elements and personnel involved in this process, parallel to the production of concentrate from each mining site.
Also, an additional concern in any mining project is that the ponds or dams used to receive the tailings flow have a limited storage capacity.
Therefore, every mining production plant should have a pumping system that can handle the maximum concentration of solids, whenever the tailings rheology allows.
Positive displacement pumps are the solution to comply with the requirements of the application and provide ponds or dams with a longer lifetime, as they can cover a wide range of percentage solids in the tailings.
Kelair Pumps have three technologies that can turn this critical and demanding task into a process that a miner does not have to worry about: Piston-Diaphragm pumps and Piston pumps; and Peristaltic (hose) pumps.

Safe, cost efficient and sustainable solutions
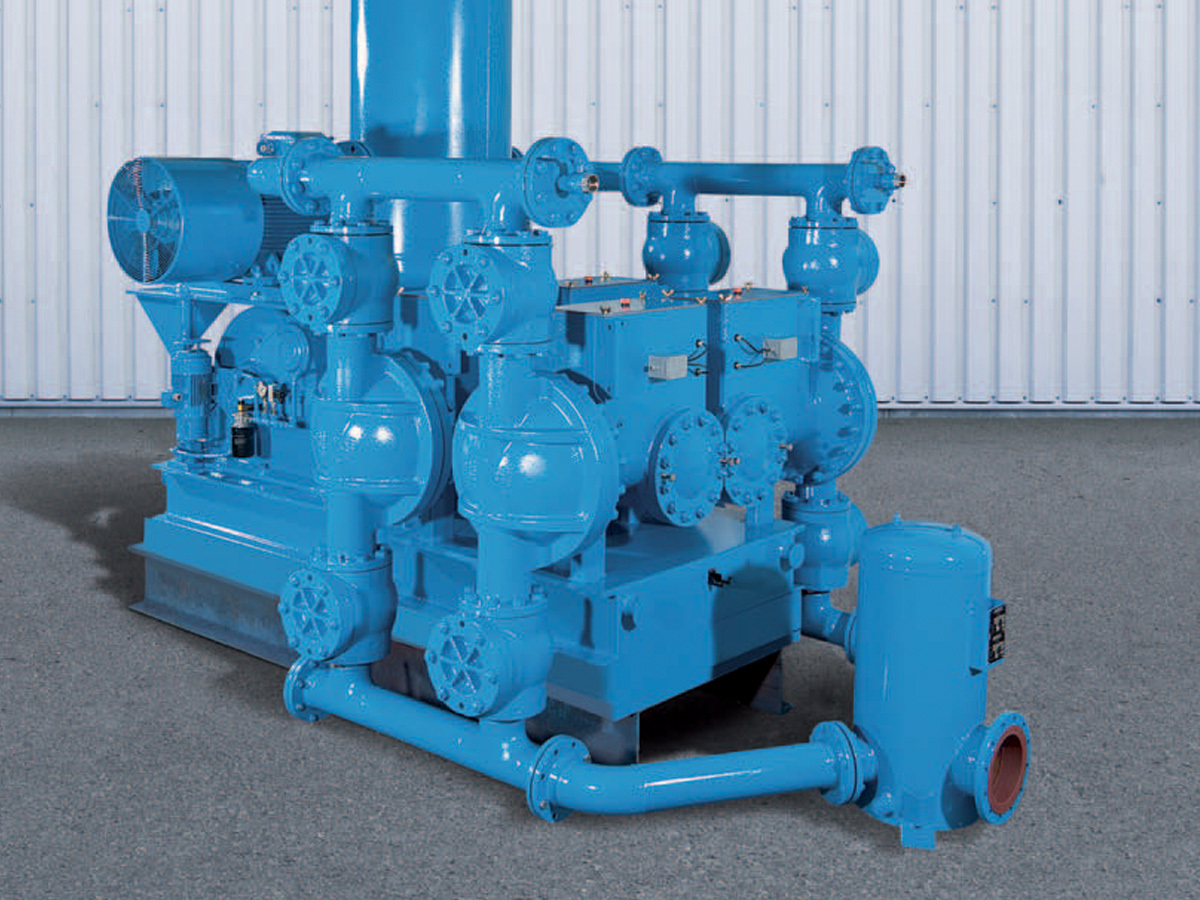
For the efficient handling of paste and mud tailing Abel Pumps have available two pumping design alternatives, the SH and HMQ series.
The Abel SH piston pump is designed for pumping highly viscous tailings in the form of a paste. The Abel SH piston pump is actuated by a hydraulic unit that governs the operation of the dual pistons and the check valves.
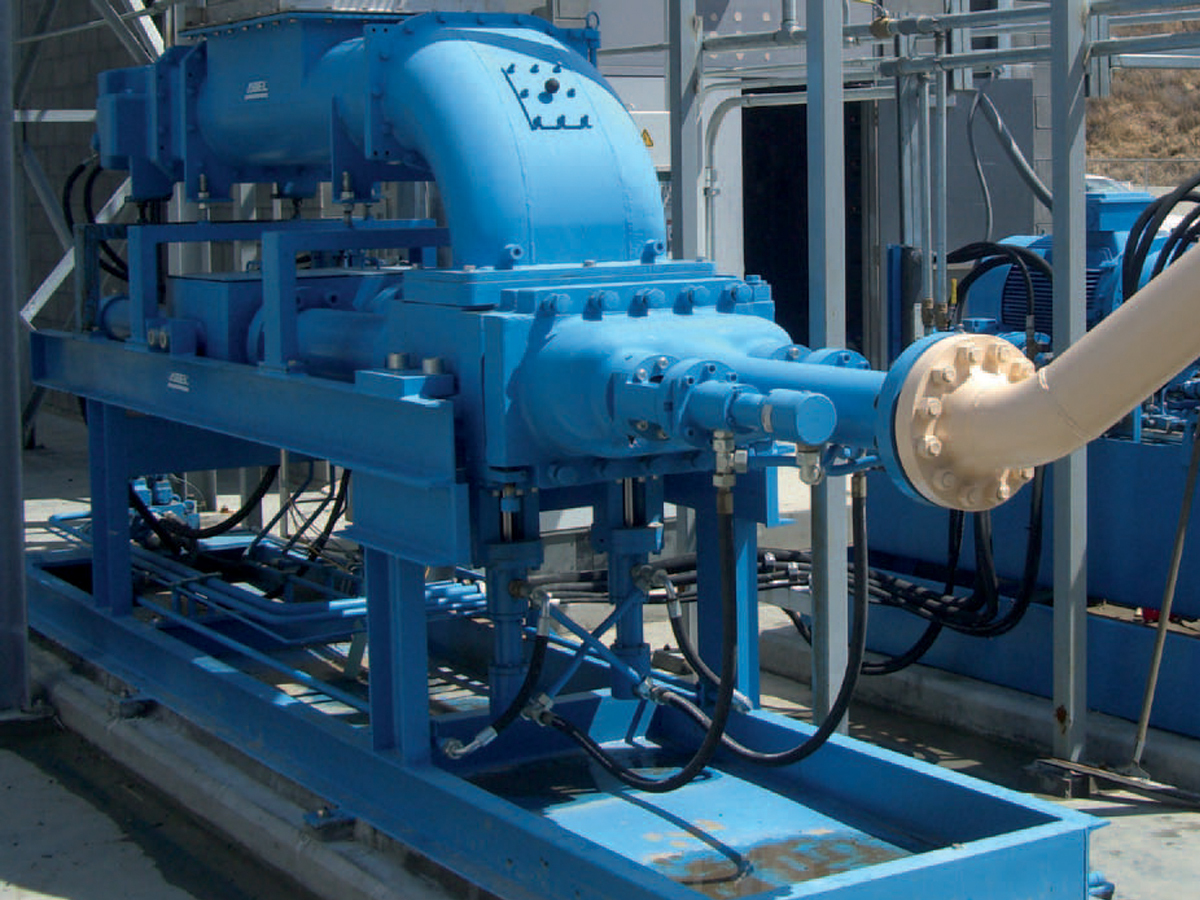
The Abel HMQ is a modern piston-diaphragm design pump. The design of the Abel HMQ pump eliminates the need for a hydraulic power unit. Fluid entering the pumping chamber us controlled by spring returned check valves. The single hydraulic piston driving the Abel HMQ pump is separated from the paste by a membrane / diaphragm in a similar manner as found on a hydraulically driven diaphragm dosing pump. The Abel HMQ offers a smooth and low pulse pumping characteristic when comparing to piston pump technology.
Abel have also developed several ‘fail safe’ systems into the HMQ diaphragm pump design which monitor the operation of the pump and warn in advance of wear to vital components so that maintenance and replacement of parts can be scheduled before failure occurs.
Both the Abel HMQ Diaphragm & SH Series Piston pumps can handle conventional tailings, cemented and uncemented tailings pastes with yield stress values of more than 350pa.
The maximum flow rate for the Abel HMQ is up to 450 m3/h and pressures to 230 bar. The Abel SH has a maximum flow rate up to 110 m3/h and pressures to 160 bar.
The importance of water
The importance of water and the impact of mining on local and regional water quantity and quality cannot be underestimated, and consequently all mines must carefully choose the pump equipment and systems they will use. In a peristaltic pump, such as an Albin hose pump, nothing but the hose touches the fluid, eliminating the fluid contaminating the pump.
More and more of Kelair’s mining industry customers are turning to peristaltic technology to provide solutions to specific problems. Recently an Albin ALH-125D pump was chosen for a tailings treatment project at a North Queensland gold mine operation. The requirements were associated with a plant expansion and the increased pumping head requirement, due to with increased pumping distance to a new tailings storage facility.
Peristaltic pumps can help mine operators face up to key challenges, which include:
- Reducing downtime
- Reducing operating costs
- Meeting environmental regulations
- Managing and reducing water inventories
- Reducing chemical usage
- Lowering maintenance costs
Kelair Pumps
Since 1975, Kelair Pumps has specialised in providing pumps and pump packages for the diverse needs of mining operations across Australia.
