Priming the Pumps
A host of factors determine pump requirements and system design at a mine site, including client preferences, site applications, nature of solids and fluids, distance, height and gradient, to name a few.
As specialist pump suppliers, Kelair Pumps Australia have provided pumping solutions to many major mining organisations and break down just how vital pumps are in a few key areas of mining operations.
Key applications and types of pumps
Pumps work in a range of mining applications from water supply and boosting, wastewater and tailings transfer to abrasive sludge dewatering, mineral processing, slurry transfer and reagent (acid and chemical) dosing to name a few. Some of the pumps used for these processes include centrifugal pumps, slurry pumps, submersible pumps, magnetic drive pumps and diaphragm pumps.
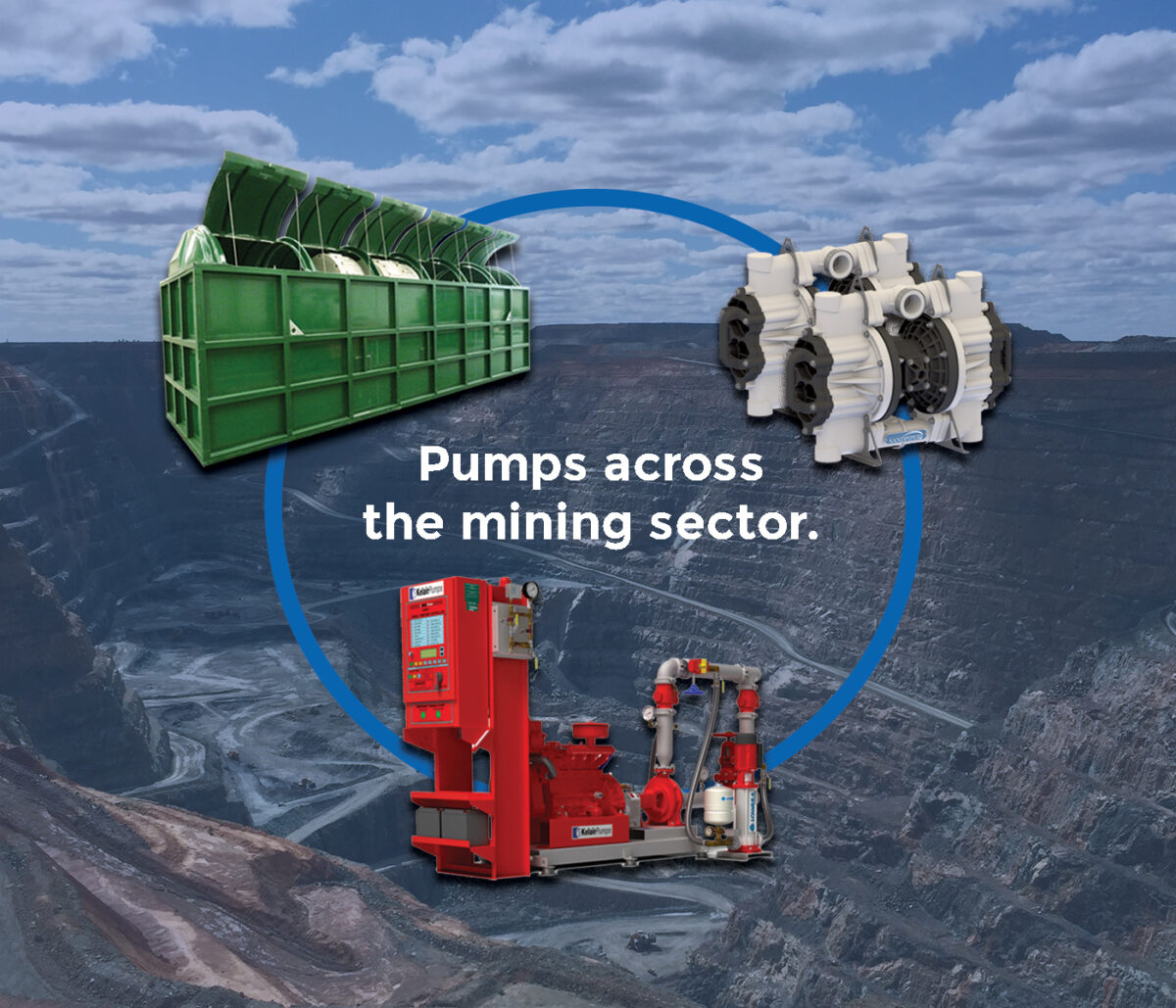
Although a range of pumps may form a part of the overall mining operation, we look at three significant areas of application within the sector.
Dewatering
Dewatering is the process of removing groundwater or surface water from a site, generally construction or mine, to lower the water table. While some industries only require dewatering at the start of a project, in the mining sector, dewatering is generally an ongoing activity and is critical to the safe and efficient mining process.
There are a range of pumps suitable for dewatering applications including self-priming pump sets, borehole pump sets and line shaft vertical turbine pumps.
According to General Manager Myro Bratkovic, the ideal pump for harsh mine dewatering applications would be one that is lightweight, resistant to corrosion, easy to maintain and able to pass large solids through the system.

Mr Bratkovic said the Sandpiper HD20F is the next generation in mine dewatering as it has the advantage of being both a flap-check valve pump as well as having a non-metallic body.
“This design combination is quite unique and has all of the advantages of a Sandpiper metallic flap valve pump, while being free from corrosion," he said.
The Sandpiper HD20F has a range of features making it a standout choice.
Features include flap-check valves allowing access to the pump without dismantling it allowing for easier and quicker maintenance, unique side access ports not found on any other dewatering pump, and significant energy saving due to the very low air consumption in comparison to other major brand 2inch plastic pumps.
According to Mr Bratkovic, the Sandpiper HD20F was designed around the existing metallic Sandpiper Heavy Duty HDF2 which has been around for several years suggesting the new design will have longevity and stand the test of time.
Wastewater systems

Mine sites that have any amount of workers onsite need efficient, safe and straight forward sewage treatment systems.
Kelair Pumps is revolutionising sewerage treatment with the Kelair-Blivet, a system that has a simple efficient.
The Kelair-Blivet is a stand-alone packaged sewage treatment plant; it is a low energy, high performance system and installed easily, straightforward to run, and quickly turns effluent into usable irrigation water.
Suitable for mining operations, the modular unit features a completely adaptable design to suit a variety of applications and has a footprint of only 10.9m x 2.27m.
Mr Bratkovic said the Blivet is fully portable, fully packaged, and completely contained.
The compact pre-fabricated and portable package makes the unit suitable for temporary or permanent installation on existing or greenfield sites and easily removable for re-siting.
Multiple units can be installed in a staged manner to cater for increased demand, such as the arrival of construction crew as a project expands, maintenance shut-downs, or the discovery of a new ore body.
This unique system comprises primary settlement sludge storage, aeration via the aerotor drum system, an aerobic zone, and final settlement (humus tank).
“The simplicity of the system is the key to its success,” Mr Bratkovic said.
“Low power use and simple installation makes this an attractive system, especially for remote locations.”
Fire safety pumps
Fire pumping systems come high on the list when considering essential equipment for a mine site.
Although mining operations across the sector can vary greatly with each operation having individual requirements, all sites generally have a large workforce and costly operation critical equipment in harsh conditions that are in vast or difficult to access environments.
A fire on site not only puts people’s safety at risk but may have significant financial ramifications across the entire mining operation, hence the importance of a site-specific, complaint fire safety system.
With a dedicated Building and Fire Division, Kelair Pumps understands the importance of understanding the individual mining operation and safety on site.
The extensive range includes diesel and electric pumpsets for fire hydrant, sprinkler, combined hydrant/sprinkler, deluge, foam, water mist and hose reel applications in end suction, horizontal split case, multi-stage, multi-outlet, vertical turbine and gear pump configurations.
Kelair Pumps Australia Regional Sales Manager Michael Charnley highlighted Kelair Pumps' containerised units as a key fire safety choice for mining operation.

“Some of these fire pumps are placed into containers, including sea containers, which require a high level of engineering to do based on what has to be built; it’s robustness and durability; and the delivery over long distance to, say, the Pilbara, which required a fairly high-spec unit.”
Offering a compact, pre-fabricated and complete packaged solution, these containerised pump sets are simple to mobilise and transport. All packaged units are delivered to site and Kelair offer on-site commissioning and testing together with on-going field support and maintenance for the life of the product.
Kelair Pumps’ fire safety pump sets are fully-compliant with each mine site’s requirements and are used across the country by major mining companies including Rio Tinto, BHP, Forescue Metals and Glencore.
Selecting the correct pump
Understanding the area of application will assist in ensuring the correct pump is selected for the operation.
“An in-depth look at the application of the pump and its uses requires careful consideration of the following: what does the pump have to do, where will the pump spend its time, how will we manage the external factors and environment,” Mr Charnley said.
In general, the correct pump will be one that is reliable, efficient and durable – all factors paramount to the smooth running of multiple, interconnected systems of a mining operation.
“The more we can spend talking to our clients about what exactly their pumps are going to do, the more likely we are going to get an efficient solution. It’s really about sizing the pumps properly for the job. That’s what makes the difference to efficiency.”
Efficiency is simply about getting the most work done for the least possible power and maintaining a reliable pump.
When pumps are running at a point where most of the energy is spent as either heat or mechanical stress, and where only about 30-40% of the energy goes into what it is supposed to be doing properly, the rest of the energy goes somewhere else in the unit or system, leading to breakage or failure.
“When a pump runs efficiently, you have a system that is running the right way with everything balanced, so almost by default, you’ll have a more reliable system. Reliability in many ways is more important than efficiency. Usually when you achieve efficiency, you achieve reliability.”
Why is selecting the correct pump is so important? Unreliable pumps are expensive. Breakdowns and repair time will impact operational performance, operational time and costs. Correct selection of pumps for the application is vital.
